











































































Project Highlights
Location: Vermont
Industry: Community Spaces
Products Used: Air Handling, Controls,
Climate: Humid & Cold
Topic: Optimal Comfort,

Challenge
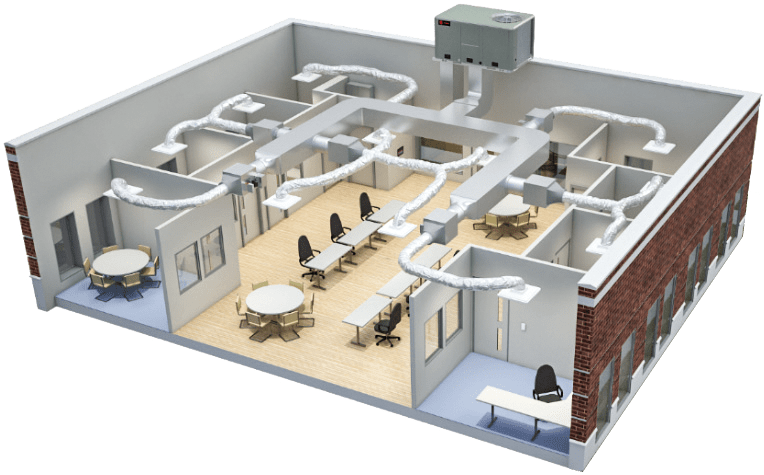
With a number of wash down and boiling procedures inherent in the beer brewing process, humidity control was a top priority as The Alchemist planned construction of its new Stowe facility. It was critical to control humidity for the space and to keep the process equipment and floors as dry as possible for safety purposes. Comfort was also key, with the brewery wishing to maintain a 74 degree indoor temperature and proper ventilation in the open floor plan. To live up to their environmental responsibility, owners sought to make the facility as efficient as possible, and also adhere to the town's odor control and waste handling requirements. “We wanted to create a comfortable atmosphere,” said John Kimmich, co-owner and head brewer at The Alchemist. “The kind of place where you want to be, from everyone’s point of view."
Solution
The brewery’s construction manager brought the VHV Company in as their design/build contractor based on the company’s knowledge of the brewery process, and experience with brewery applications. Based on a trusted relationship that spanned seventeen years, VHV contacted Trane to discuss project challenges and the best mix of HVAC equipment and controls to support the operation.
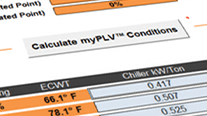
Improving efficiency
An 80-ton high-efficiency air-cooled Trane® CGAM scroll chiller, selected for the facility, features onboard pumps with variable frequency drive, and is extremely quiet, helping to reduce energy use and create a comfortable environment for employees and visitors. With the limited building footprint, the chiller was installed outside to open up and allow more useable inside space for the brewery equipment and operation. To reduce energy use and meet sustainability requirements, a free cooler unit was also installed, allowing the scroll chiller to remain idle when low outdoor temperatures enable the free cooler to take on the full load.
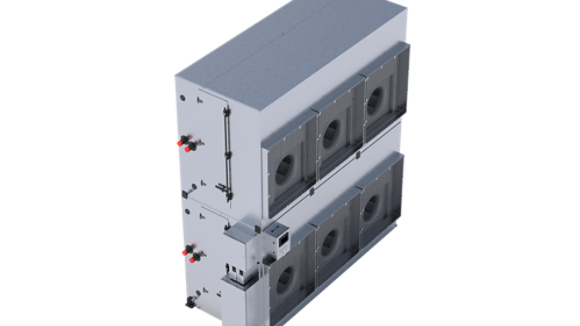
Enhancing comfort and air quality
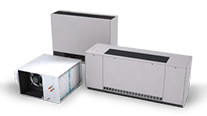
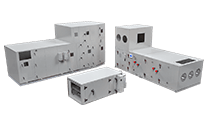
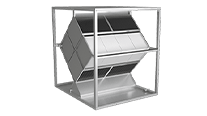
Installed 24 feet above the production floor is a Trane Performance Climate Changer™ air handler with a CDQ™ (Cool, Dry, Quiet) wheel to handle dehumidification and space cooling demands. Rather than lifting the entire air handler to put it in place, the modular unit was raised to the platform in eight sections where it was assembled. After cooling and initial moisture removal via the cooling coil, supply air flows through the CDQ desiccant wheel, which attracts and holds water vapor from the saturated air. The wheel rotates slowly into the upper air path where moisture is released into the lower relative humidity airstream. The moisture is then removed through the cooling coil, and the process repeats. With the wheel in series with the air flow, the CDQ system improves dehumidification capacity of standard cooling equipment from 20 to 300 percent, enabling a 5 to 15 degree lower dew point. The CDQ limits the amount of outdoor air required, eliminating the need for expensive charcoal filters to control odors.
Controlling system operations and energy use
Well-suited to enable desired sequencing and effective equipment interface, a Trane® Tracer™ SC building automation system (BAS) was installed to maintain space conditions. With the web-based Tracer SC, facility managers can access systems remotely from a smartphone or tablet to ensure temperature and humidity levels are as desired, check air flow rates, adjust set points, troubleshoot issues or conduct daily tasks. Easy-to-use custom graphics on the Tracer SC provide a pictorial representation of the building systems. With a click of the mouse, operators use the intuitive system to complete a building check, make overrides, change screens from one floor plan to another, and interface with specific pieces of equipment. Operators can also choose to look at data logs and trending to monitor system performance over time. To accommodate the wide open floor plan, Trane Air Fi™ wireless technology was used to connect the system controllers, unit controllers, air handlers, VAV boxes, fan coils, and zone sensors, eliminating the time and expense of running conduit wire, and preserving building aesthetics.
Results
Working together, VHV and Trane delivered a complete design/build equipment and controls solution for The Alchemist Brewery’s new Stowe facility, meeting the owners’ specific humidity, comfort and efficiency requirements. “Working with VHV and Trane enabled us to do this project in a way that suited our needs and timelines,” said Kimmich. “The result is a new facility that lives up to our standards, the high standards that have gotten us to where we are today.”